Welcome to RayAracing.com. We specialize in supplying
world class resizing services and resizing tooling to the world wide R/C
community. We resize / service ALL .12 thru .46 size car, truck, buggy,
truggy, and now nitro boat engines! (Click for list of our more common engine models)
*** You may call RayA on his cell (716) 783-5198 with any resizing-reconditioning questions.***
*** Take advantage of our Head Button Reconditioning service
we now offer to everybody (See
an example) Purchase option has been added to our Order Form ***
*** New for 2024!!! Rayaracing 3 stage resizing die. Base set pricing starts at $295.(Click here for pictures and details) ***
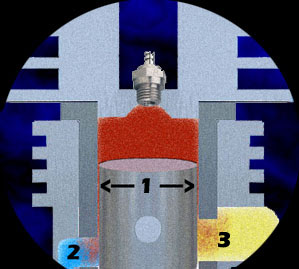
Worn Out Piston and Sleeve |
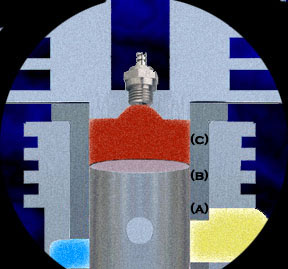
Resized Piston and Sleeve |
|
|
Detail (1): When a sleeve wears out,
compressed fuel and air are allowed to "blow by" the piston
as seen above.
Details (2) & (3): These compressed gases escape past area
one, resulting in lost fuel / air during the compression stroke
and contaminated / burnt fuel in the lower engine case at the power
stroke. Furthermore this effects the scavenging process which is
essential in the operation of a 2 stroke engine. Consequently your
engine lacks power and runs erratically causing flameouts at the
worst possible time imaginable! |
Detail (A): The piston and sleeve with required clearance (360
degrees around cylinder) will seal at the porting windows, and begin
to build compression. There should be no physical resistance this
area, even when cold.
Detail (B): The cylinder bore taper becomes critical from above
this area of piston travel in order to contain the increased level
of compressing gases and even more to maintain an optimum seal at
combustion & power stroke cycle. A very small amount of physical
resistance will be apparent until engine is broken-in, and after
which should be unnoticeable at operating temperature. Check at
operating temp with glow plug removed.
Detail (C): The final 10% of piston travel below TDC establishes
the final / most critical seal area. This area is most affected
by thermal expansion due to point of combustion generating highest
temps. Signs of resistance generally remain apparent for the first
few quart fuel after which should be very minimal at operating temp. |
WE REWORK OTHER SERVICES: Had you an inferior resizing done making the
sleeve now out-of-round / over-compressed, we can repair these problems
in most cases. However, it is imperative you do not run this poorly resized
P&S set causing further damage and resulting in excessive & uneven
piston wear. A very simple tool makers method with inspecting the mating
of two mechanical parts is:
- After a THOROUGH cleaning, blue one surface with magic marker. Do
this to either the piston OD or the sleeve cylinder ID.
- Work parts together a few times keeping the piston inline in its
assembled position while stroking in and out a few times.
- Inspect and find the high spots of un-blued surface evenly lifted
to clean surface, illustrating imperfections & lost sealing area.
Ideally, all the magic marker should be lifted at and close to TDC which
is the key sealing area.
The best case scenario is that you are able to utilize this inspection
procedure finding the resizing results from the Resizer Ring Fixture Tool
provides unacceptable accuracy. In this case RayAracing can throw you
a life line and rework your P&S set. The worst case scenario is you
have crimped the sleeve, the piston likely will not pass the porting windows,
and you damaged cylinder beyond repair. Please consider both scenarios
very carefully. ***Click here for more***
We hope that you will find everything you need here regarding our products
& services as well as how to get your newly resized engine up and
running. RayAracing resizing tooling allows us the ability to accurately
compress the sleeve cylinder at three levels. Each level of pinch is controlled
and guided internally and externally per RayAracing's tooling design,
resulting in a perfectly round & uniform new designed piston to sleeve
fit.
How do you know when a piston & sleeve set needs resizing?
- The engine flames out continuously after reaching operating temperature.
- Constant overheating / cannot maintain normal engine temperature
while all else has not changed.
- With the engine at operating temperature you are able to easily roll
the flywheel over with light finger pressure. (Glow plug installed)
- Looking at exhaust port and rolling the flywheel over, piston travels
well past porting windows before any compression is felt.
- With piston & sleeve removed, piston pushes well past TDC wear
marks on sleeve.
|

12-27-23:
New for 2024!!! Rayaracing 3 stage resizing die. Base set pricing starts at $295. Includes 2 guide spacers and 1 each: base, guide, collet, collet spacer, and ejector. Extra guides $40ea. Extra collets $70ea. Contact Ray at raya@rayaracing.com for more info!!
3-13-17:
Our new order page is online! Get your engines ready for the 2017 racing season!!!
1-15-11:
Please note that our shipping address has changed. The new address is:
RayAracing
4373 Creek Rd
Chaffee, NY 14030-9608
1-26-10:
Tooling for sale again for limted time! Please see our tooling info and order pages for details on tooling.
8-10-09:
Be sure to be using raya@rayaracing.com email address when contacting RayA. Thanks!
7-30-09:
Come see us at the Glenwood GLORICS this weekend in Holland, NY! Look for the RayAracing banner.
6-25-08:
Updated racing gallery with picture from RC Pro round 1.
6-11-08:
Check out photos of our new shop!
4-16-08:
New shop under construction! Tooling orders will not be taken until May 1st. Resizing orders are still being accepted.
4-3-08:
Added new pictures to racing gallery. Check them out! |
|

{kind=link}